

鋁合金加工三大特點 鋁型材加工工藝流程是怎樣呢
隨著時代發展,工業鋁型材一般指的是除建筑門窗、幕墻、室內外裝飾及建筑結構用鋁型材以外的所有鋁型材。鋁型材加工流程包含溶煉、擠壓和著色(著色關鍵包含:氧化、電泳工藝、氟炭噴漆、靜電粉末噴涂、木紋轉印等)三個全過程。那鋁型材加工工藝流程有哪些呢?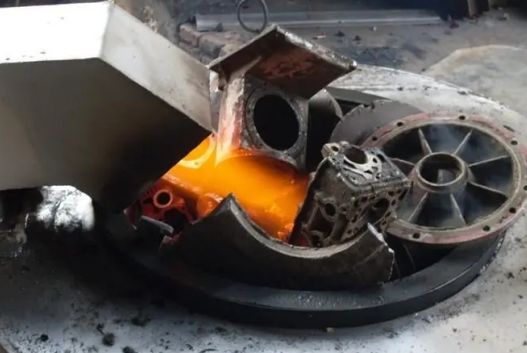
一、溶煉是鋁型材加工制造的首道工藝過程:
(1)調料:依據必須生產制造的實際鋁合金型號,測算出各種各樣鋁合金成份的加上量,有效配搭各種各樣原料。
(2)冶煉:將選好的原料按加工工藝規定添加熔煉爐內熔融,并根據除氣、排渣精練方式將溶體內的雜渣、汽體合理去除。
(3)鍛造:冶煉好的溴化鋰溶液在一定的鍛造工藝標準下,根據深水井鍛造系統軟件,制冷鑄造成各種規格型號的圓鑄棒。

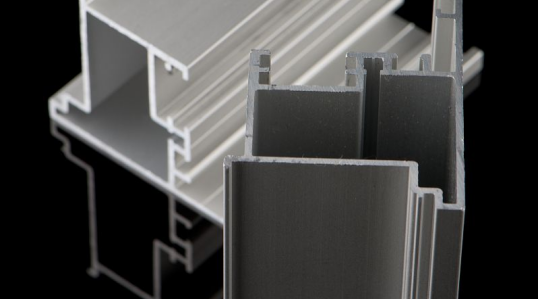
二、擠壓是鋁型材加工的第二道工序:
擠壓是鋁型材加工成型的方式。先依據型材商品橫斷面設計方案、生產制造出磨具,運用擠壓機將加溫好的圓鑄棒從磨具中擠壓成型。常見的型號6063鋁合金,在擠壓時還用一個風冷式熱處理全過程以及后的人工時效全過程,以進行熱處理工藝加強。不一樣型號的可熱處理工藝加強鋁合金,其熱處理工藝規章制度不一樣。
三、著色是鋁型材加工的第三道工序:
陽極氧化:陽極氧化是鋁型材加工的重要步驟之一,擠壓好的鋁合金型材,其表面耐腐蝕性不強,須根據陽極氧化開展表面解決以提升鋁型材的抗蝕性、耐磨性能及表面的美觀大方度。
(1)鋁合金表面加工。我們通常用有機化學或物理學的方式對型材表面開展清理,露出純粹的常規,以利于得到詳細、高密度的人力氧化膜。還能夠根據機械設備方式得到鏡面玻璃或無光(啞光)表面。
(2)鋁合陽著色極氧化。經表面預備處理的型材,在一定的加工工藝標準下,常規表面產生陽極氧化,轉化成一層高密度、多孔結構、強吸附性的AL203膜層。
(3)注漿加固:將陽極氧化后轉化成的多孔結構氧化膜的膜孔孔隙度封閉式,使氧化膜污染治理、抗蝕和耐磨性提高。氧化膜是沒有顏色全透明的,運用注漿加固前氧化膜的強吸附力,在膜孔內吸咐堆積一些金屬鹽,可使型材表面呈現原色(銀色)之外的很多色調,如:灰黑色、銅色、橙黃色及不銹鋼板色等。
工業鋁型材分為基材、陽極氧化型材、電泳型材、粉末噴涂型材、氟碳漆噴涂型材、穿條隔熱型材、注膠隔熱型材等等,鋁型材的生產前提是擠壓材,將圓鑄錠通過擠壓來改變型材的形狀,這其中要用到模具、鋁錠,模具也是需要設計的,設計好之后就是模具制造,然后是試模,如果可以的話就直接入庫,最后給模具加熱。
鋁的生產加工流程,鋁錠加上輔助材料熔鑄,均質之后將鋁棒加熱,然后放在模具里擠壓,擠壓出來的型材經過熱處理后開始進行表面處理和還料,需要深加工的就打孔攻絲,不需要的直接包裝入庫就可以。
純鋁強度低,硬度低、塑性大,適合于塑性成型加工,但切削加工時變形強化傾向大,易粘刀,很難加工出光潔的表面。鋁合金在強度、硬度與純鋁相比提高很多,但與鋼材相比強度與硬度低,切削力小,導熱性好。鋁合金加工的特點有哪些呢?
一、鋁合金加工硬度低:
與鈦合金和淬火鋼相比,鋁合金具有較低的硬度,當然,熱處理或壓鑄鋁合金也具有較高的硬度。一般鋁板的HRC硬度一般在HRC40度以下。因此,在加工鋁合金的情況下,工具的負荷小。另外,鋁合金的導熱性優異,因此鋁合金銑削的切削溫度低,能夠提高銑削速度。
二、鋁合金加工的塑性低:
鋁合金的塑性低,熔點也低。加工鋁合金時,結合邊緣問題很深,排屑性能差,表面粗糙度也高。其實加工鋁合金,主要是刀和粗糙度效果不好。如果解決了固定刀刃、加工表面的品質這兩個問題,就能解決鋁合金加工的問題。

三、鋁合金加工刀具容易磨損:
因為使用了不合適的工具材料,在加工鋁合金的情況下,由于棒刃、切屑排出等問題,工具的磨損加快的情況較多。
以上就是諾鉑小編為大家講解鋁型材加工工藝流程以及鋁合金加工特點,小編相信大家看到這里,對鋁型材加工流程與鋁合金加工特點有了一定了解。另外我們選擇鋁合金CNC加工廠家,一定選擇有資質CNC加工廠家,會有不錯的CNC加工服務體驗。深圳諾鉑智造技術有限公司是一家被政府授予“國家高新技術企業”資質的中英合資企業,公司擁有智造業務和產品業務兩大方向,智能制造業務專業為客戶提供包含零配件加工制造在內的項目支持服務。
